Kleine und leichte Vulkanisierungsmaschine des DGLJL-/DJSLFörderbandes
Gebrauch:
DGLJL-Art Vulkanisierungsmaschine des elektrischen Heizbands (im Folgenden gekennzeichnet als Vulkanisierungsmaschine), klein, leicht, gewöhnliche Dreiphasenstromversorgung, einheitliche Temperatur der Heizplatte, Wasserdruck-Systemversorgung (o-1.8mpa einheitlicher Druck, rüstete mit heller automatischer elektronischer Steuerung die Verbindung zwischen dem Kasten aus und dem Hauptschaltkasten wird durch das integrierte Einsteck- und Kernkabel abgeschlossen. Zu benützen ist einfach und zuverlässig. Es ist in der Metallurgie, in den Bergwerken, in den Kraftwerken, in den Häfen, in den Baumaterialien, in den Chemikalien, in etc. weit verbreitet, und ist gegen ätzende Metalle beständig. Das Segeltuch für gefährliches Gas, den vulkanisierten Kleber für Nylon- und Drahtseiltransportband und das vulkanisierte Gelenk für spezielle Leistungsbänder wie rostfeste und Hitzebeständigkeit.
Die Qualität des Bandgelenkes beeinflußt direkt die Funktionsleistungsfähigkeits- und -nutzungsdauer des Bands. Besonders sind die Langstrecken- und hochfesten Förderbänder wichtiger. Deshalb ist die DGLJL-Art Vulkanisierungsmaschine des elektrischen Heizbands eine unentbehrliche zusätzliche Ausrüstung in der Bandtransportmaschinerie.
Technische Parameter:
1. Vulkanisierungsdruck: 1.0-2.0mPa;
2, Vulkanisierungstemperatur: 145 ° C
3, die Oberflächentemperaturdifferenz des vulkanisierten Brettes: Boden 3 ° C;
4, Anwärmdauer (normale Temperatur zu 145 ° C) ist nicht mehr als 50min
5, Stromversorgungsspannung; 380V. 50Hz;
6, Schaltschrankspitzenleistung, 36KW;
7, TemperaturEinstellbereich: 0 bis 200 ° C;
8, Regelungseinstellbereich: 0 | 99min;
9. Der Abstand zwischen den oberen und untereren Heizplatten, nachdem er 0.8mpa gedrückt hat, ist nicht kleiner als 0.5mm.
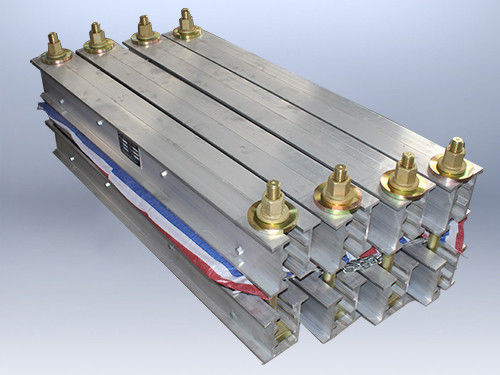
Die Hauptstruktur:
Der Vulkanisator hat eine Hauptleitungsmaschine (1. Rahmen; 2. festklemmender Mechanismus; 3. Horn; 4. Schraube; 5. Nuss; 6. Waschmaschine; 9. Oberleder-Heizplatte des Hitzeschildes 10.; . untere 14 Heizplatte; 15. Wasserdruckplatte;) Schlauch mit 7. Hochdruck; 8. Druckprüfungenpumpe; 11. Sekundärkabel; 12. Schaltschrank; 13. Primärkabelzusammensetzung.
Vulkanisatorinstallation:
1. Vor der Installation der Kämm-Maschine, werden die Hauptteile (wie elektrische Heizplatten, Druckgeräte, Gestelle, etc.) gleichmäßig und der Vulkanisator wird transportiert vorübergehend zum Standort für vorübergehende Installation getrennt und getrennt.
2, jedes unterschiedliche Trennung der Teile, ist auch häufigen beweglichen Teile. Im Allgemeinen können die schwersten Teile von zwei Leuten behandelt werden, also auseinanderzubauen ist bequem zu installieren und.
3. Vor Installation finden Sie einen geräumigeren Platz auf der Installation des Bandförderers. In diesem Platz nicht nur sind das unbestimmte Geschäftsfeld und der Raum, aber auch die Platzierung vom Band und die Energieverdrahtung bequem.
4. Vor Installation auf der Bandförderer-Installationslinie, bauen Sie die oberen Rollen auseinander und gründen Sie eine Arbeitsbühne in der Form, die im Abbildung 2. gezeigt wird. Wenn sie auf dem Gebiet geklebt wird, benutzen Sie ein Segeltuch, um eine vorübergehende wasserdichte Halle um die Arbeitsbühne zu errichten.
5. Installieren Sie die Werkzeuge der Vulkanisierungsmaschine, die Werkzeuge für die Verarbeitung der Bandgelenke, die Stromversorgungsdrähte, etc., und bestätigen Sie, dass die geklebten Dorfmaterialien (wie Abdeckungsgummi, Kernkleber und Kleber) innerhalb des Gültigkeitszeitraums, des Herstellers und des Produktionsdatums sind.
6. Installation des Vulkanisators wird durchgeführt, wie folgt:
(1) legen die einzelne untere Maschine in die Form, die im Abbildung 3 gezeigt wird;
(2) wie in Abbildung 4 gezeigt, erster Platz das Druckgerät (Wasserdruckplatte) auf der gesetzten unteren Rahmenmaschine; setzen Sie dann die untere elektrische Platte auf sie. Nachdem die drei ausgerichtet sind, wird die untere elektrische Heizplatte mit Plastikfilm bedeckt (oder Talkum);
Anmerkung: Wenn mehrfache Vulkanisatoren parallel arbeiten, wird eine dünne Metallplatte mit einer Länge der Naht 0.2x50x am Gelenk der unteren elektrischen Platte gesetzt.
(3) setzen die Bandgelenke, die mit dem Gummimaterial auf der unteren Heizplatte verarbeitet worden und verarbeitet worden gut und gefüllt worden sind; nachdem Sie die Mittellinie gefunden haben, reparieren Sie das Band auf beiden Seiten mit der Klemmplatte und dem festklemmenden Mechanismus. Seine Form wird im Abbildung 5 gezeigt;
(4), auf dem Bandgelenk. Legen Sie den Plastikfilm (oder Talkum) in die Position entsprechend der unteren Heizplatte, und legen Sie dann die elektrische Heizplatte und das Wärmedämmungsbrett auf es in Auftrag. Seine Form wird im Abbildung 6. gezeigt.
Anmerkung: Wenn mehrfache Vulkanisatoren parallel arbeiten, wird eine dünne Metallplatte mit einer Länge der Naht 0.2x50x am Gelenk der unteren elektrischen Platte gesetzt.
(5) setzen den oberen Rahmen auf das Wärmedämmungsbrett wie in Abbildung 7 gezeigt und stimmen überein und stimmen mit dem unteren Rahmen überein.
(6) entsprechend Abbildung 8, installieren Sie die vor-Festziehenbolzen, die Waschmaschinen und die Nüsse in die Langlöcher an den oberen und untereren Rahmen, und ziehen Sie die Nüsse mit einem Schlüssel fest. An diesem Punkt ist das Hauptteil des Vulkanisators installiert.
(7) entsprechend Abb. 9, wird das schnelle Gelenk des Druckpumpesystems mit dem Wassereinlassloch des Druckgerätes angeschlossen, und der Primärstromversorgungsdraht wird entsprechend in den Sockel des elektrischen Heizungsschaltkastens eingefügt, und ein Ende des Sekundärdrahtes wird in den elektrischen Heizungsschaltkasten eingefügt. Auf dem Sockel wird das andere Ende auf die Heizplatte eingefügt; das Entsprechen des Drahtes des thermischen Widerstands (oder Thermoelements) wird in den Sockel des elektrischen Heizungsschaltkastens eingefügt, und das andere Ende wird in das messende Loch der Temperatur der elektrischen Heizplatte eingefügt. Diesmal wird die Vulkanisierungsmontage abgeschlossen, und die TIMING-Operation der Druckregulierung und der Heizung wird vorbereitet.
VulkanisatorBetriebsverfahren:
1. Primärstromversorgung 11, niedrigeres Plattenheizungsanzeichen 2, Sicherungsrohr 12, Vulkanisierungsendenanzeichen 3, niedrigeres Anodenstromanzeichen 13, Primärleistungsanzeige 4, oberes Anodenstromanzeichen 14, automatischer Schalter 5, oberer PlattenBedienschalter 15 des Luftverlustes. Zeitmeter 6, manueller/automatischer Schalter 7, unteres Plattentemperaturmeter 17, Vulkanisierungszeitschalter 8, unterer PlattenBedienschalter 18, untere Plattenstromversorgung 9, Spannungsanzeichen 19, obere Plattenstromversorgung 10, oberes Plattenheizungsanzeichen 20 des oberen Plattentemperaturmeters 16, Schraube erdend
2, schalten den Finger mit 6,7 Oberledern einstellten die Vulkanisierungstemperatur um (145 Vulkanisierungs-Haltezeit °C) Anpassung 15 gesetzte; 17 gesetzte (WEG) Position; schalten Sie die Macht, Licht 13 ein. Schließen Sie die 14 und 10 Ablesenanzeichen; drehen Sie 5, 8, 10, 11 beziehungsweise 6 beziehungsweise, 7, die grünes Licht eingeschaltet ist. Benutzen Sie die Testpumpe, um Wasser in die Wasserdruckplatte einzuspritzen, um den Wasserdruck einzustellen. Wenn die Temperatur den Sollwert erreicht, ist 10, 11 Lichter weg, 6, grünes Licht 7 aus, rotes Licht ist eingeschaltet, wenn alle 6 und 7 roten Lichter eingeschaltet sind, eingeben 17 in die "ON"-Position. (An diesem Punkt, ist die Temperatur bis das Ende von Vulkanisierung konstant), stellen 15 Zeit ein, wird die Sekundärstromversorgung automatisch getrennt, 12 hell, und die Vulkanisierung ist vorbei. Wenn ein Meter während des Vulkanisierungsprozesses geschädigt wird, kann es 6 zur manuellen Position gedreht werden, und alle Instrumente haben keinen Effekt. Die Heizplattetemperatur kann vom Quecksilberthermometer gelesen werden und kann durch 5, 8 gesteuert werden, um die konstante Temperatur beizubehalten, dadurch sie abschließt sie die Vulkanisierungsarbeit. In der manuellen Position arbeitet der Durchsickernschutz nicht und der Gesamterdungsdraht muss zuverlässig und sicher sein.
Wartung und Wartung des Vulkanisators:
1. Vor Gebrauch überprüfen Sie den Isolationswiderstand der Heizplatte. Wenn sie zu niedrig ist, sollte sie angezogen werden und getrocknet werden, bis der Isolierungswert 50MΩ oder kleiner erreicht.
2, im Gebrauch von Bewegen in den Prozess sollten sorgfältig behandelt werden, zivilisierte Operation;
3. Wenn Sie auf dem Gebiet arbeiten, sollten Sie zuverlässigen Regen haben und Durchschnitte imprägniern durch, Regen und Feuchtigkeit beeinflußt zu werden zu vermeiden.
4. Wenn der Gebrauch von seiner Länge abgeschlossen wird, sollte er in das Lager gelegt werden, in dem die Luftumwälzung, relative Luftfeuchtigkeit nicht mehr als 85% ist, und wird nicht durch Regen beeinflußt. Die Lagerschwelle wird unten angehoben, und sie wird ausschließlich verboten, aus den Grund gesetzt zu werden.
| Projekt/Daten/Modell |
Klebstreifen
Breite
(Millimeter)
|
Spezifikation |
Heizplattegröße
Länge × Breite
(Millimeter)
|
Gesamtleistung
(Kilowatt) |
Schwergewicht
(Kilogramm) |
Maße
Länge × Breite × Höhe
(Millimeter)
|
Gesamtgewicht
(Kilogramm) |
Konfigurationsgerät |
| Manuelle Pumpe |
Schaltschrank |
|
TXCK-650
DJSL/DGLJL-650
|
650 |
650×830 |
830×820 |
9,8 |
56 |
1320×830×585 |
398 |
1 |
1 |
| 650×1000 |
1000×820 |
11,8 |
66 |
1320×1000×585 |
460 |
1 |
1 |
|
TXCK-800
DJSL/DGLJL-800
|
800 |
800×830 |
830×995 |
11,89 |
70 |
1450×830×585 |
485 |
1 |
1 |
| 800×1000 |
1000×995 |
14,4 |
79 |
1450×1000×585 |
550 |
1 |
1 |
|
TXCK-1000
DJSL/DGLJL-1000
|
1000 |
1000×830 |
830×1228 |
14,7 |
82 |
1700×830×585 |
556 |
1 |
1 |
| 1000×1000 |
1000×1228 |
17,8 |
95 |
1700×1000×585 |
596 |
1 |
1 |
|
TXCK-1200
DJSL/DGLJL-1200
|
1200 |
1200×830 |
830×1431 |
17,2 |
96 |
1950×830×750 |
784 |
1 |
1 |
| 1200×1000 |
1000×1431 |
20,7 |
113 |
1950×1000×750 |
900 |
1 |
1 |
|
TXCK-1400
DJSL/DGLJL-1400
|
1400 |
1400×830 |
830×1653 |
19,8 |
107 |
2150×830×900 |
857 |
1 |
1 |
| 1400×1000 |
1000×1653 |
23,9 |
132 |
2150×1000×900 |
1080 |
1 |
1 |
|
TXCK-1600
DJSL/DGLJL-1600
|
1600 |
1600×830 |
830×1867 |
22,3 |
120 |
2380×830×900 |
1102 |
1 |
1 |
| 1600×1000 |
1000×1867 |
27 |
146 |
2380×1000×900 |
1400 |
1 |
1 |
|
TXCK-1800
DJSL/DGLJL-1800
|
1800 |
1800×830 |
830×2079 |
24,9 |
137 |
2620×830×900 |
1247 |
1 |
1 |
| 1800×1000 |
1000×2079 |
30. |
164 |
2620×1000×900 |
1500 |
1 |
1 |
|
TXCK-2000
DJSL/DGLJL-2000
|
2000 |
2000×830 |
830×2303 |
27,6 |
154 |
2830×830×900 |
1385 |
1 |
1 |
| 2000×1000 |
1000×2303 |
33,2 |
182 |
2830×1000×900 |
1750 |
1 |
1 |
|
TXCK-2200
DJSL/DGLJL-2200
|
2200 |
2200×830 |
830×2478 |
29,7 |
165 |
2997×830×900 |
1446 |
1 |
1 |
| 2200×1000 |
1000×2478 |
35,8 |
198 |
2997×1000×900 |
1800 |
1 |
1 |

1.Frame
Mechanismus 2.clamping
3.horn
4.screw
5 .nut
6. Waschmaschine
7. Hochdruckschlauch
8. Druckprüfungenpumpe
9 .heat-Schild
10.upper Heizplatte
Kabel 11.Secondary
Schaltkasten 12.Electric
Kabel 13.Primary
14.lower Heizplatte
Platte des Drucks 15.Water
1. Vor der Installation der Kämm-Maschine, werden die Hauptteile (wie elektrische heilende Platten, Druckgeräte, Gestelle, etc.) gleichmäßig und der Vulkanisator wird transportiert vorübergehend zum Standort für vorübergehende Installation getrennt und getrennt.
2. jeder unterschiedliche Trennung der Teile, ist auch häufigen beweglichen Teile. Generolly, die schwersten Teile kann von zwei Leuten behandelt werden, also auseinanderzubauen ist bequem zu installieren und.
3. Vor Installation finden Sie einen geräumigeren Platz auf der Installation des Bandförderers. In diesem Platz nicht nur sind das unbestimmte Geschäftsfeld und der Raum, aber auch die Platzierung vom Band und die Energieverdrahtung bequem.
Installation 4.Before, auf der Bandförderer-Installationslinie, bauen die oberen Rollen auseinander und gründeten eine Arbeitsbühne in der Form, die im Abbildung 2. gezeigt wird. Wenn sie auf dem Gebiet geklebt wird, benutzen Sie ein Segeltuch, um eine vorübergehende wasserdichte Halle um die Arbeitsbühne zu errichten
5.Install die Werkzeuge der Vulkanisierungsmaschine, die Werkzeuge für die Verarbeitung der Bandgelenke, die Stromversorgung verdrahtet, etc. und bestätigt, dass die geklebten Dorfmaterialien (wie Abdeckungsgummi, Kernkleber und Kleber) innerhalb des Gültigkeitszeitraums, des Herstellers und des Produktionsdatums sind.
6. Installation des Vulkanisators wird durchgeführt, wie folgt:
(1) legen die einzelne untere Maschine in die Form, die im Abbildung 3 gezeigt wird;
(2) wie in Abbildung 4 gezeigt, erster Platz das Druckgerät (Wasserdruckplatte) auf der gesetzten unteren Rahmenmaschine; setzen Sie dann die untere elektrische Platte auf sie. Nachdem die drei ausgerichtet sind, wird die untere elektrische Heizplatte mit Plastikfilm bedeckt (oder Talkum); Anmerkung: Wenn mehrfache Vulkanisatoren parallel arbeiten, wird eine dünne Metallplatte mit einer Länge der Naht 0.2x50x am Gelenk der unteren elektrischen Platte gesetzt.
(3) setzen die Bandgelenke, die mit dem Gummimaterial auf der unteren Heizplatte verarbeitet worden und verarbeitet worden gut und gefüllt worden sind; nachdem Sie die Mittellinie gefunden haben, reparieren Sie das Band auf beiden Seiten mit der Klemmplatte und dem festklemmenden Mechanismus. Seine Form wird im Abbildung 5 gezeigt;
(4) auf dem Bandgelenk. Legen Sie den Plastikfilm (oder Talkum) in die Position entsprechend der unteren Heizplatte, und legen Sie dann die elektrische Heizplatte und das Wärmedämmungsbrett auf es in Auftrag. Seine Form wird im Abbildung 6. gezeigt.
Anmerkung: Wenn mehrfache Vulkanisatoren parallel arbeiten, wird eine dünne Metallplatte mit einer Länge der Naht 0.2x50x am Gelenk der unteren elektrischen Platte gesetzt
(5) setzen den oberen Rahmen auf das Wärmedämmungsbrett wie in Abbildung 7 gezeigt und stimmen überein und stimmen mit dem unteren Rahmen überein.
(6) entsprechend Abbildung 8, installieren Sie die vor-Festziehenbolzen, die Waschmaschinen und die Nüsse in die Langlöcher an den oberen und untereren Rahmen, und ziehen Sie die Nüsse mit einem Schlüssel fest. An diesem Punkt ist das Hauptteil des Vulkanisators installiert.
(7) entsprechend Abb. 9, wird das schnelle Gelenk des Druckpumpesystems mit dem Wassereinlassloch des Druckgerätes angeschlossen, und der Primärstromversorgungsdraht wird entsprechend in den Sockel des elektrischen Heizungsschaltkastens eingefügt, und ein Ende des Sekundärdrahtes wird in den elektrischen Heizungsschaltkasten eingefügt. Auf dem Sockel wird das andere Ende auf die Heizplatte eingefügt; das Entsprechen des Drahtes des thermischen Widerstands (oder Thermoelements) wird in den Sockel des elektrischen Heizungsschaltkastens eingefügt, und das andere Ende wird in das messende Loch der Temperatur der elektrischen Heizplatte eingefügt. Diesmal wird die Vulkanisierungsmontage abgeschlossen, und die TIMING-Operation der Druckregulierung und der Heizung wird vorbereitet.
Wartung und Wartung
1. Vor Gebrauch. überprüfen Sie den Isolationswiderstand der Heizplatte. Wenn sie zu niedrig ist, sollte sie angezogen werden und getrocknet werden, bis der Isolierungswert 50MΩ oder kleiner erreicht.
2. im Gebrauch von Bewegen in den Prozess sollte sorgfältig behandelt werden. zivilisierte Operation;
3.If, das Sie auf dem Gebiet bearbeiten, sollten Sie zuverlässigen Regen haben und Wasserbeweis bedeutet durch, Regen und Feuchtigkeit beeinflußt zu werden zu vermeiden.
4.When der Gebrauch von seiner Länge wird abgeschlossen. es sollte in das Lager gelegt werden, in dem die Luftumwälzung, relative Luftfeuchtigkeit nicht mehr als ist, 85%. und wird nicht durch Regen beeinflußt. Die Lagerschwelle wird unten angehoben, und sie wird ausschließlich verboten, aus den Grund gesetzt zu werden
 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!